
 数字化管理类
数字化管理类
 生产控制类
生产控制类
 研发设计类
研发设计类
 AIoT类
AIoT类
 鼎捷雅典娜
鼎捷雅典娜
 话题与应用
话题与应用





 制造业
制造业
 流通业
流通业
 资源中心
资源中心
 服务
服务
 直播活动
直播活动
 地区活动
地区活动
 会议活动
会议活动
 了解鼎捷
了解鼎捷
 新闻中心
新闻中心
 企业荣誉
企业荣誉
 加入鼎捷
加入鼎捷 
 联系我们
联系我们ERP价值链条下沉 提速车间作业流程
构建面向工业4.0的厂内智能物流系统
文:林晶
工业4.0时代,智能工厂很大程度上承载了人们对实现大规模定制生产的强烈愿景,而随着客户需求高度个性化、产品创新周期持续压缩、生产节拍不断加快,单体设备智能化显然已不足够,硬件设备与原料、产品等各生产资源实现互联互通,智能工厂才能真正得以运转。
这时,借助各类信息传感设备,将供应商与客户两端智能连接的厂内智能物流应运而生。从接单到工单的下发、发料、入库生产直到较后的发货,厂内智能物流将整个制造核心流程串接在一起。更为重要的是,相比动辄上亿打造看似高大上的智能化工厂,厂内智能物流能借助发达的移动智能终端,更快的提升工厂作业效率,加速迈向智能制造。
贴合两化融合评估标准 软硬件整合应用需提速
在8月落幕的“中国两化融合大会”上,「制造业与互联网融合」成为大会主题,这也向外界传递出一个强烈的信号:两化融合不再仅限于硬件自动化与软件信息化的融合,「智能」、「互联」等正成为这场制造业转型盛宴的重量级参与者。企业任何单点、单向的闭门造车,都将被迅速赶超甚至摧毁,开放、互联、共赢成为处于新一轮转型周期的企业推进两化融合的关键要素。
因此,在智能制造催生的全新产业态势下,只谈信息化或只论自动化都已成为过去式。跳出固有思维,不仅注重对信息化的评价,同样注重对自动化的评价,以及自动化与信息化深度融合的评价,就成为创新融合时代,评估企业两化融合水平新的准则。
作为两化融合的第一个国家级标准,“工业企业两化融合评估规范”在“生产制造”这一单项应用评估企业两化融合水平与能力时即指出,企业需具备制造现场物流配送和管理的精细化程度、及时性与优化能力,具备制造过程信息跟踪能力、及时(实时)性与控制水平,并实现生产制造全过程信息化。同时,在“生产管理”这一单项应用,评估规范则强调了企业具备覆盖在制品库存和配送过程的物料信息动态跟踪能力,以及物料配送管理的精细化程度和过程动态管理水平的重要性。
以上评估规范中,厂内智能物流已跃然纸上。厂内智能物流意味着,原本处于核心位置的信息化,需加速下沉渗透进生产车间,通过物联网和移动应用与生产设备与物料串接,与日益自动化的设备实现整合,由此增进的制造现场作业效率,将成为企业在智能制造时代践行两化融合的关键步骤。
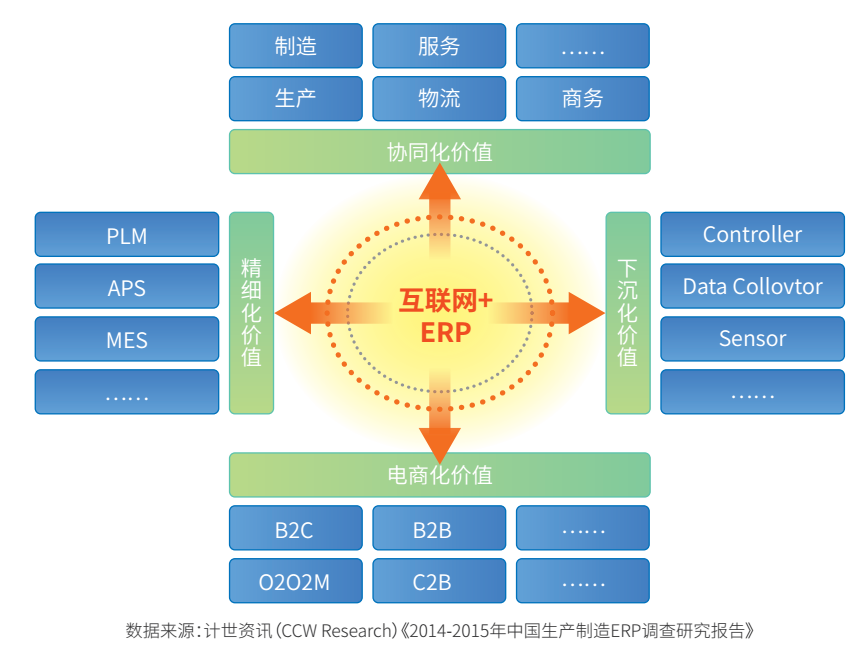
▲ 互联网时代背景下的两化融合新准则要求,ERP 应用需通过物联网
与生产设备与物料串接,实现至自动化设备的价值链下沉。
ERP应用价值下沉 厂内智能物流与智能制造紧密关联
在工业4.0澎湃的浪潮下,国内很多制造企业纷纷选择购买德国的先进机器,改善车间的自动化水平,买回来却尴尬的发现缺少匹配的软件驱动。车间的高效运转,离不开供应链平台,离不开计划排产,远非单纯的升级设备可及。而回归到智能制造本质,将条码、移动设备、ERP系统有效串联的厂内智能物流系统,应用于从采购、生产、仓储到发货等全作业环节的厂内智能物流系统,可作用于生产现场效率、订单交付能力、库存周转水准三大智能制造关键指标,提升制造企业核心竞争力。
「收货人员用移动设备扫码收货,核对供应商资质、货品数量、品号是否无误;质检人员用移动设备扫码根据检验项目与抽样标准,完成验货及物料发放;产线人员扫描工序号即可核对原料数量与不良数……而所有这些环节状态的改变都通过电子看板实时呈现。」在智能化的厂内作业环境下,这些场景不再仅存于脑海中,移动条码与ERP系统的整合应用,车间与上层ERP系统的无缝串联,正让愿景变为现实,原本看似远离ERP核心辐射圈的车间、仓管人员,对ERP的应用效益也有了真正深入的体验。
精益生产为导向 鼎捷厂内智能物流应用方案备受瞩目
在正迈向大规模定制生产时代的今天,ERP的应用早已突破从进销存、生产到财务这样简单的连接,ERP需要连接的是从消费互联网到产业互联网、从生产运营到车间管理、从纯产品应用到与物联网串联。这也成为鼎捷软件与研华科技及众多SI集成厂商携手,共建智能制造生态圈的初衷。
在7月至今的多场鼎捷“智能制造场景展示说明会”现场上,搭配实机展示,融合物联网技术,软硬件一体化的鼎捷厂内智能物流应用方案重磅亮相。作为鼎捷软硬件一体化智能制造整体解决方案的重要组成部分,鼎捷厂内智能物流应用方案方案包含基于互联微应用的简捷业务和服务、物联网(IoT)打造透明智能现场管理,以及借互联网+供应链构建高效智能储运,通过供应商交货平台、移动应用、电子看板等平台,可为企业提供涵盖移动接单、现场报工、电子图档、移动检测、快速收发、高效盘点、品质追溯等多项应用,从而协助企业优化从采购进货、领料、生产、出货、入库盘点到售后等全厂内物流作业流程,提升厂内物流智能化水平。
从精益生产的角度出发,鼎捷厂内智能物流应用方案可以协助制造企业实现高效智能仓储、透明智能现场、通透质量追溯,这恰恰与提升生产现场效率、订单交付能力、库存周转水准三大智能制造关键指标直接关联,加速推动企业迈向智能制造进程。
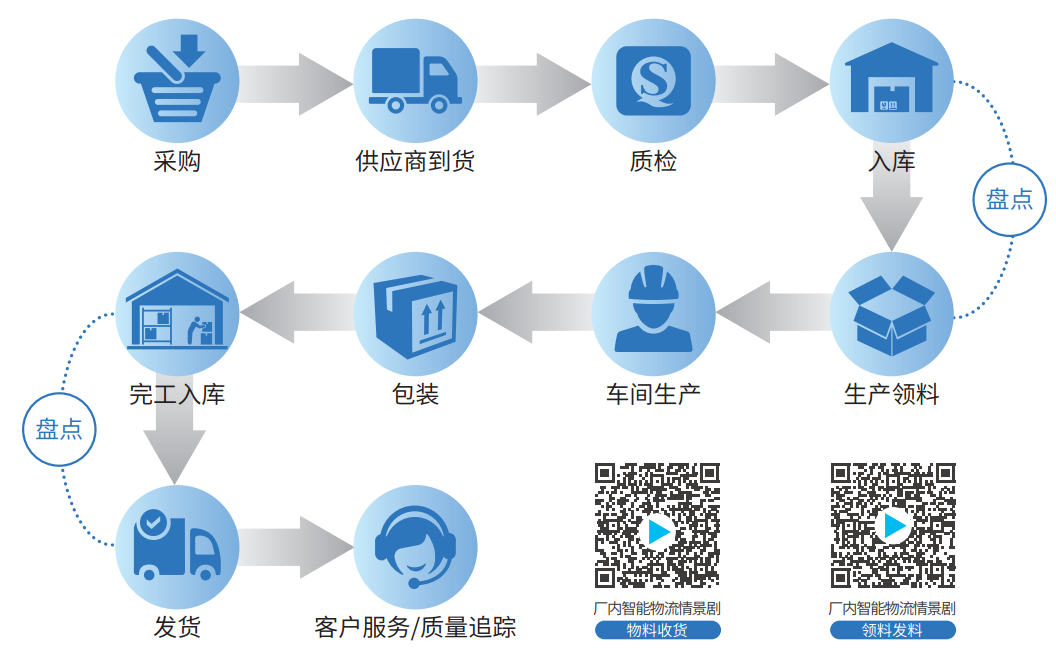
▲ 在智能化的厂内作业环境下,条码、移动设备、电子看板、ERP 系统得到有效串联,
应用于从采购进货、生产领料、生产加工、仓储盘点到发货及售后服务等全作业环节。
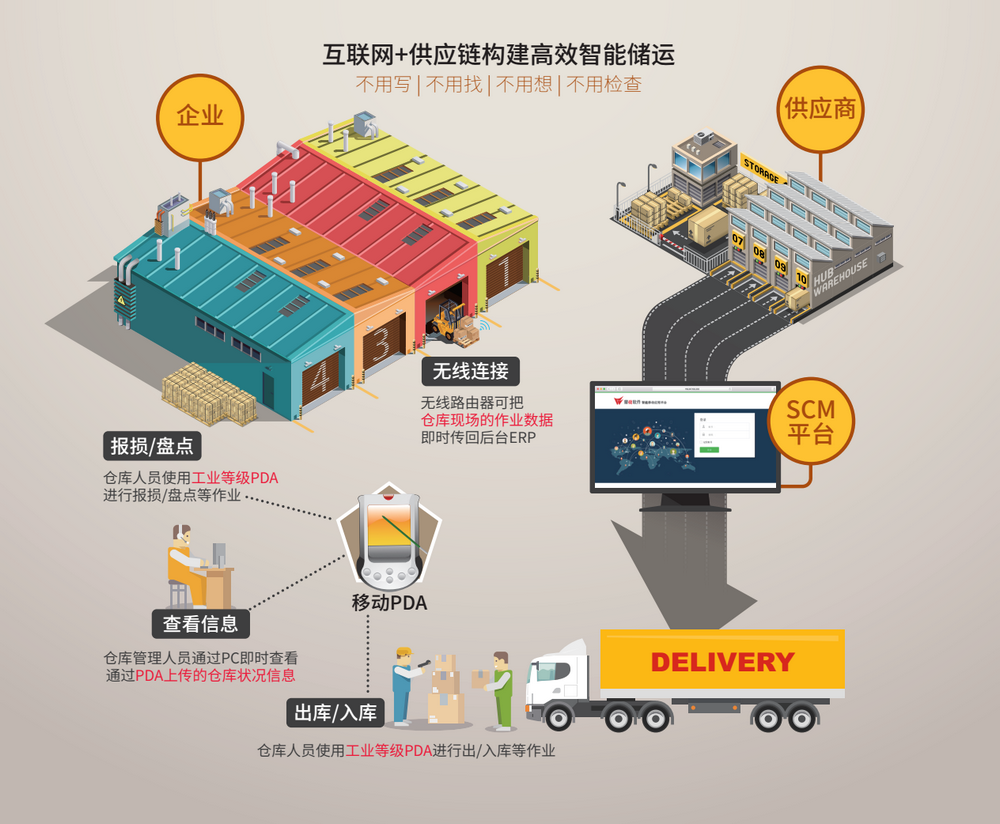
互联网+供应链构建高效智能仓储
「兵马未动,粮草先行。」尽管硬件设备有了极大提升,但中国制造业的产能利用率却仍只有50%,究其原因,是因为很多自动化的产线却不得不陷于停工待料的窘境。因此,厂内智能物流首先要解决的是物料储运的问题。
物料的进货、领料,产品的生产、入库、出库看似简单,实则牵扯到企业各个部门的运作,是连接仓库与内部各部门以及外部客户的重要物流环节。频繁盘点开销大、送货等待时间长周转率低、库存出入耗时长效率低、物料繁多常出错、信息滞后账实不符等是企业在这一环节经常遭遇的困境。借助PDA等移动设备以及电子看板,企业可以“不用写、不用找、不用想、不用检查”,因为每件物料都有条码,只需扫码即可轻松完成收货、验货和入库,更重要的是,仓库的实时状况也得以真实的反映。
厨房电器行业领军企业老板电器也曾经面临因厂内物流时间过长,导致整体作业效率低下的问题。应用鼎捷厂内智能物流应用方案后,老板电器将传统人工采购收货流程改造为移动采购收货流程,单次收货时间就可节省25分钟以上。而因为有了看板,老板电器的仓管人员可以很清楚知道供应商什么时候交货、要交哪些货,在当天交货量少的情况下,仓管人员就可以转做其他工作。人力得到有效利用,作业效率就会提升,整体成本就会下降,这是在老板电器正在真实发生的改变。
实时运作实时监控 打造透明智能现场
报工、异常、设备运转等现场生产数据录入系统时间间隔过长,容易遗忘,也无法及时反馈给管理者;纸质图纸容易污损,寻找与更换不易;半成品仓库积压影响订单交付……可以说,这些问题与智能制造三大关键指标直接关联。从某种意义上说,成功打造透明可视化、智能化的生产现场,企业的一只脚已踏进了智能制造的大门。
依托厂内智能物流应用方案,鼎捷将在自动化生产的场景中,搭建起ERP管理驱动平台,在产前,将APS排程连同制造参数自动下发至自动化设备;在产中,鼎捷通过与研华以及SI集成厂商合作,自动取得加工率等设备状态,从而实时自动收集到相关的生产数据,包括产量、制造条件及质量数量,这些数据将形成完整的产品履历,随时供产品服务使用,企业甚至可以将生产进度和过程,同步实时分享给客户或消费者。
恒立钣金是一家专业制作钣金加工的企业,因加工图纸混乱,一度严重影响订单准时交付率,客户期待的交货天数往往无法达成。在鼎捷厂内智能物流应用方案的协助下,恒立钣金通过工作任务推式看板移动报工,PAD直接扫码快速高效看电子图,令机台工作任务、剩余工作量一目了然。上线数月,恒立钣金的生产周期就呈明显下降趋势,订单交付天数从较长的38天降至14天,总体订单准交率平均提升了20%,半成品库存也得到有效降低。
智能制造的产业未来 融合势不可挡
工业4.0浪潮方兴未艾,原本受限于固有的单体应用思维或技术领域,在跨界融合的声浪起势下,已逐渐瓦解,软硬件结合的新应用在两化深度融合时代,正创造着更强大的价值。
鼎捷软件认为,工业4.0勾勒的智能工厂图纸看似宏伟,对于中国企业而言,并非更换一批车间设备那么简单,更非投入一笔资金即可一蹴而就。在两化融合的大环境下,企业较需要的是先补好在信息化、数字化、联网化上的课,从智能工厂顶层设计入手,方能为智能制造大厦夯实砂土。这也是鼎捷携手研华及众多SI集成厂商,协助企业打造厂内智能物流平台的愿景与目标。
更多文章




 产品方案
产品方案  预约演示
预约演示  价格咨询
价格咨询  官方公众号
官方公众号  官方服务号
官方服务号 





















