IoT物聯網/機聯網
工業4.0/智慧製造
科技技術
數據品質3特性,強化現場OEE,讓機台說出真相!
數據品質決定管理成效,要有哪3種特性的物聯網/機聯網數據,才能有效提高管理效益? 但一般機聯網收集的數據雖夠細精準,卻僅從機台正常運轉角度思維,很難改善製造瓶頸。 如何才能完整利用機聯網取得的製造現場數據,找出『真相』,提高生產效率呢?
4.9k
・2021/08/31
沒有數據就沒有管理,數據的品質決定管理的成效
數據的品質,要足夠細(涵蓋範圍夠小)、精(取樣頻率夠快)、準(錯誤率夠低),達到客觀真實的數據效果,才能協助企業提高管理效益,強化市場競爭力。
但數據收集得越細、越精、越準,單位數據成本越昂貴。若以純人工來收集這類高品質數據,就算成效再好,性價比也會讓企業難以接受。因此,能夠兼顧管理成本與管理成效,在製造現場,透過IoT(物聯網/機聯網)技術,來取得數據,是製造業目前的最佳選擇。
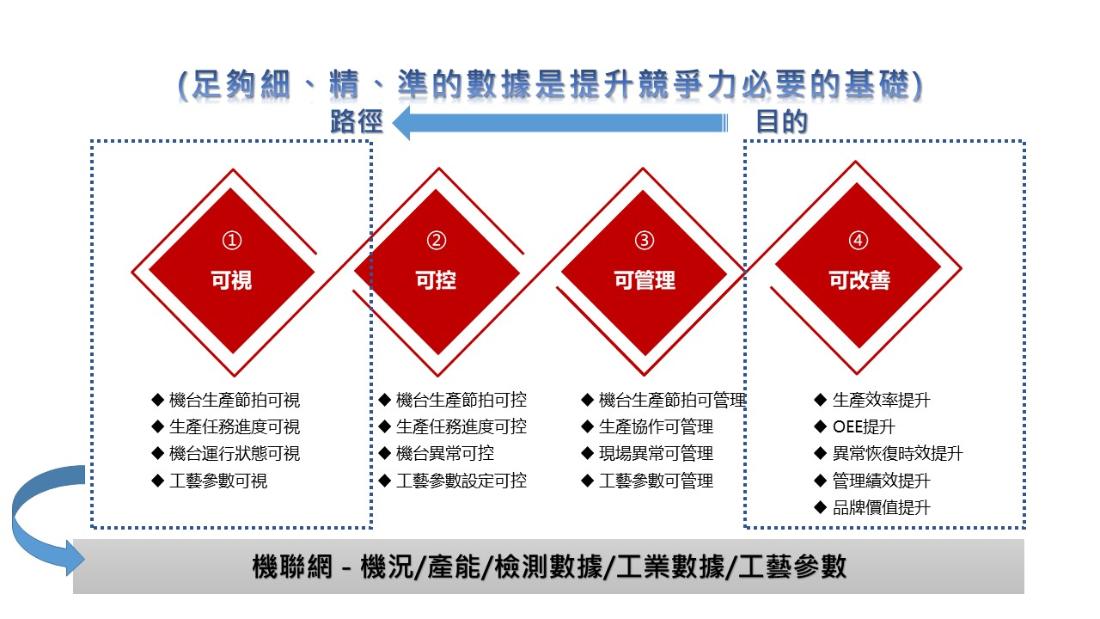
以高度細、精、準的客觀真實數據支持製造現場可改善
強化製造現場OEE:利用機聯網高度細、精、準的客觀真實數據
大家都知道OEE的重要性,但製造現場的問題不在OEE有多重要,而在於該如何有效提升OEE?
多數製造業工廠對於OEE數據收集、報表與管制,都是日常必做,不管是紙本運行,還是導入MES的工廠。即便是機上盒(SMB)也會收集機台的機況與產能,並計算出OEE數值。但這些OEE數據是否能讓產線OEE提升? 這就不一定了,因為關鍵不在於計算出OEE,而在當OEE數值下滑時,有足夠細、精、準的數據可以快速診斷出問題所在,以利儘快處理,回復到原本OEE水準,才是最關鍵的環節。
換句話說,對現場管理最有幫助的數據,不是機台正常運作時所產生的大量數據,而是機台設備沒有正常運作時(不只異常階段,更多的是待料/停機階段)的相關數據,才能協助管理人員釐清停機原因的關鍵。
例如:某機台產量不足,管理人員想要了解的不是已生產數量,而是「缺少」的生產數量。
為何會缺少生產數量? 是因機台閒置多久? 為何閒置這麼長時間? 是因為缺人? 還要進ㄧ步了解是缺了哪些人要做哪些事? 是缺人上料? 還是缺人調機?
簡言之,數據必須幫助管理人員一路往下挖掘問題、找出原因,如此解決方案才會確實有效、且處理成本才會划算。如下圖,數據須能把OEE的時間稼動率(A)、性能稼動率(P)、品質稼動率(Q)分別計算,而切分機台/製程/產品或班別,分別展開以分析六大損失。如此才有機會找到改善切入點,對症下藥。
事實上,製造現場效能提升是沒有特效藥,最笨的方法往往也是最有效的方法。要想有效找出原因、解決問題,需要有把『鏟子』,而機聯網運作所累積的高度細、精、準的客觀數據,就是最划算的『鏟子』、甚至可說是『挖土機』。
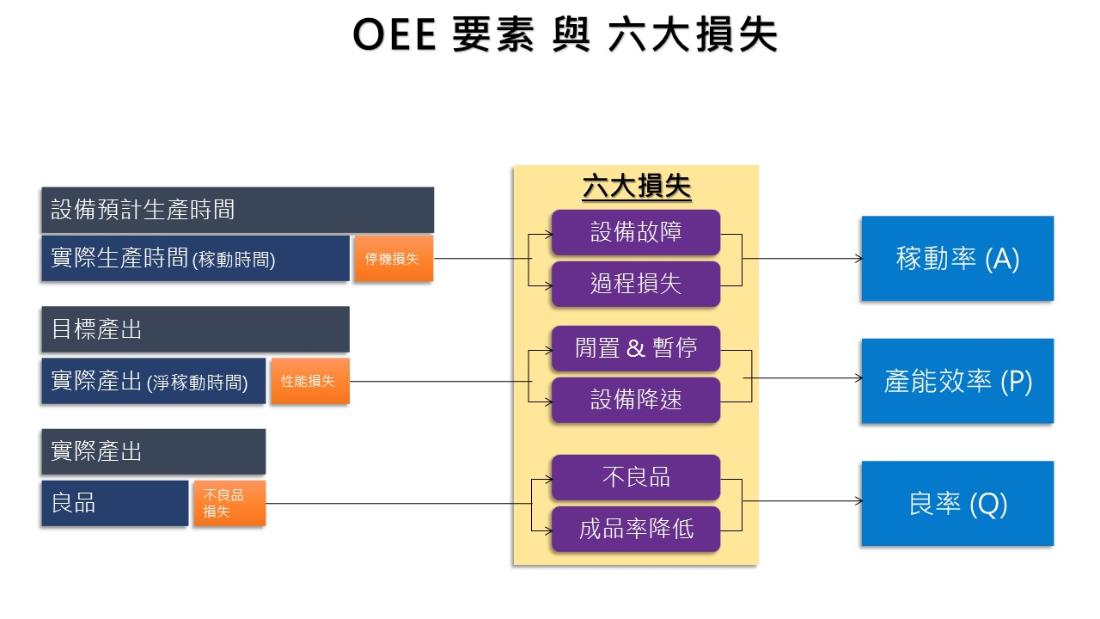
OEE要素與六大損失
強化設備穩定度:除了OEE之外,也得善用MTBF/MTTR與狀態堆疊圖
產線機台的穩定度至關重要,單靠OEE無法達到全面性管控。如下圖的三台設備,若光看OEE的時間稼動率,三者數據幾乎相同。但事實上,第一台與第三台的穩定度卻分別是極好與極壞。第一台非常穩定持續運作好長一段時間,停機或許只因某零組件壽命到了,更換後就能繼續運作。而第三台雖無長時間停機,卻不斷地短暫中斷。
例如:因為機台卡料需要人員頻繁的排除障礙,雖然每次排除的時間很短,但卻需要現場人員隨侍在側,這對現場人力運用,就是很大的浪費。魔鬼總是藏在細節裡,單就OEE是無法甄別,機聯網數據能讓機台說出真相,才有助於提升現場生產效率。
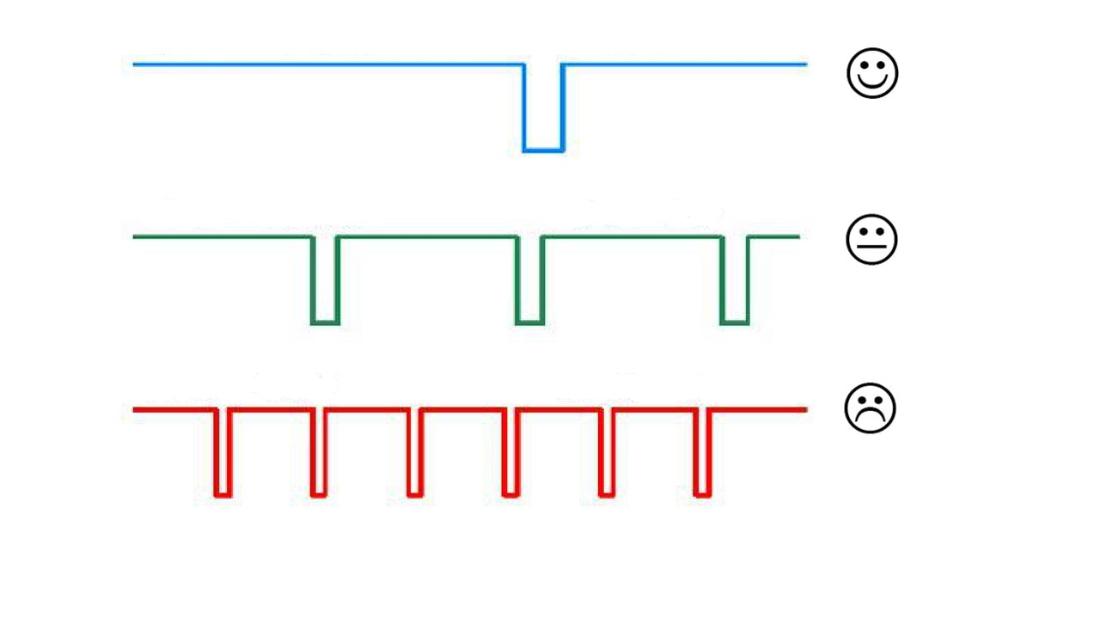
相同OEE稼動率卻有截然不同的MTBF/MTTR
有效收集與應用:Top-down價值導向的機聯網
數據只是工具,重點在於有效應用以創造價值。現場主管需要的並非大量數據,而是應用數據快速甄別異常與根因分析的應用。縱使透過IoT的物聯網/機聯網可以收集海量數據、說出無數真相,但若不是現場主管最在意的『那個真相』,所收集的昂貴數據,反成為「負債」。
但由於機台研發團隊的思維與技術背景,跟製造業工廠差異甚大,因此機台設計的理念與重心,就只會單純鎖定在正常運轉生產的範疇,而提供出來的數據,也就侷限於此。這現象很容易理解,若機台無法正常運轉,且生產出品質可被接受的產品,那這部機台也就報廢。
然而,製造工廠的競爭力來源,很大部分與非運轉時期的成本(浪費)管控有關,例如:故障異常、上下料或調機等成本。
但因為兩造思維不同,導致機聯網從機台中取得最多的數據,往往是機台順利運轉的數據,例如產量、機況、工業數據或製程參數等。而市面上大多數的機上盒(SMB)也是透過Bottom-Up方式收集與上傳數據。因此,收集到的機台運轉數據相當多,但『不運轉』的數據卻非常少。當現場主管想藉用數據改善『不運轉』的狀況時,就難有足夠數據協助。
所以,若想要讓製造現場更有效的應用數據,產生價值,就須轉換思維。
改以Top-down價值導向,『以終為始』的角度來收集數據。
製造工廠最在乎的是交期與成本。對傳統非自動化機台,需要現場人員看管機台,善用機台『所有能量』是最要緊的事。因此,數據收集得改從機台『全程時間』的角度來規劃。
例如:機台全程可使用24小時(或8小時),將其切分生產運轉與非運轉時間,分別收集數據。二者的比例固然是監控重點,但後者的管控與浪費減少才是關鍵。
因此,得將非運轉期間依照不同職能與工作項目再細分,例如:上料、調機、首件檢驗、線上保養、下料等,分別從機台或感測器收集夠細精準的數據,而非人工記錄,才能作為後續浪費甄別與改善的基礎。
比較困難的是,非運轉期間夠細精準的真實可靠數據,並不好收集。有些數據是機台可以提供的,例如:停機時間,但往往只有總量並無細節;也就是說,停機時間進行哪些工作就很難分辨。
因此,真正有效的IoT(物聯網/機聯網),就得設計出相對應的方案,例如:透過『進料(掃描工單條碼)+工件偵測存在+停機狀態+機台無異常』等條件加總後判讀為調機;也就是說,得整合IT(工單)與OT(機器+感測器+其他機制),甚至於改機後的新數據,將數據融合與前處理後,再上傳到系統或雲端,以利後續應用。
除了偵別異常之外(例如:時間稼動率下滑),也可釐清異常原因(例如:調機時間過長),並透過智慧通報(例如:直接用手機訊息通知對應主管),讓主管即早發現問題,派人處理,減少損失。
如此才是善用IoT(物聯網/機聯網),讓機台說出主管關心的『真相』,才能真正有效創造價值。
延伸閱讀
我們使用本身的Cookie和第三方的Cookie進行分析,並根據您的瀏覽習慣和個人資料向您展示與您的偏好相關的廣告。如欲瞭解更多資訊,您可以查閱我們的隱私權政策。